[Issues in grinding HSS]
We want to achieve even higher efficiency in HSS machining. It is necessary to be able to perform stable grinding even when the feed rate is increased.
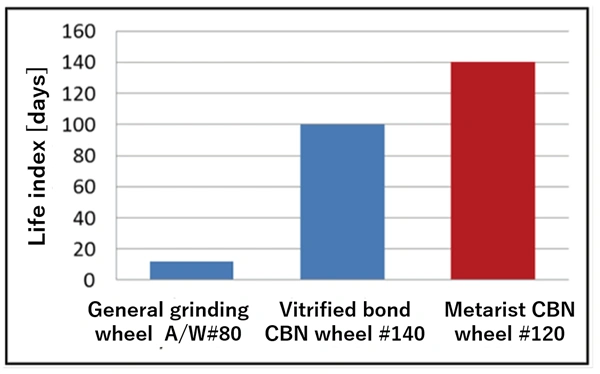
[Solution with CBN metal bond wheel]
By controlling the self-sharpening action of the abrasive grains, the balance of quality, efficiency, and life is optimized, resulting in stable grinding. HSS can be ground at twice the conventional feed rate (from 30 to 60 mm/min).
In addition to achieving a micron level of error in relation to the target value, it also forms a good grinding surface with almost no grinding burn or swell.